


对苯二酚(Hydroquinone)作为重要的芳香族二元酚化合物, 在染料、医药、化妆品及高分子合成等领域具有广泛的应用[1-4]. 据统计, 全球对苯二酚市场规模在2023年约为12亿至15亿美元, 受益于橡胶防老剂、显影剂、医药中间体等传统需求以及新能源电池等新兴领域的推动, 预计到2030年, 市场规模将以年均5%的速度增长至16亿至20亿美元. 当前对苯二酚工业化生产以苯酚羟基化法[5-7]为主, 占总产能约50%. 然而该工艺存在对苯二酚选择性低[8-13], 催化剂循环稳定性差, 以及高浓度过氧化氢存在分解风险[14-21]等问题. 虽然对二异丙苯法[22]在工艺路线上具有一定替代潜力, 但其经济性受到丙酮市场波动和石油基原料供应的制约, 且面临较大的环境压力. 苯胺氧化法[23]因原料成本低、产品质量高曾被广泛采用, 但其在生产过程中产生大量含重金属的废液, 环境污染严重, 目前正在逐步被淘汰. 因此, 开发一种绿色环保、高效节能的对苯二酚生产工艺具有重要的意义.
有机电合成以电子直接驱动反应为核心机制, 具备原子经济性高, 无需有毒氧化剂和还原剂, 反应条件温和等显著优势, 根本上契合绿色合成理念. 此外, 有机电合成模块化设计与可再生能源如风电、光伏的结合, 为化工行业实现低碳化、低能耗、近零排放提供了革新路径. 因此, 利用电子作为清洁氧化还原剂, 为对苯二酚的绿色合成开辟了新的技术路线[24-26].
近年来, 成对电合成技术通过在同一电解池中耦合苯酚的阳极氧化与对苯醌的阴极还原反应, 显著提升了原子经济性与能量效率, 展现出突出的工业化应用潜 力[27-31]. 本课题组[30]报道了一种苯酚成对电解和刷新铅电极制备对苯二酚的方法, 在双室电解槽中制得对苯二酚的产率为77.4%, 对苯二酚浓度约为8 g/L. 该方法使用甲基异丁基酮(MIBK)分离对苯二酚, 电解液循环使用4次后, 对苯二酚产率降低至71%. Zhang等[32]报道了在单室电解槽中苯酚成对电解制备对苯二酚的工作, 得到苯酚的转化率为94.5%和对苯二酚选择性为72.1%的实验结果, 对苯二酚浓度约为1.8 g/L. 尽管取得了这些进展, 但诸如此类电化学法合成对苯二酚的工业化应用仍受限于两大瓶颈问题[31-35]: 一方面是电解液中对苯二酚浓度较低, 这归因于提高苯酚浓度会加剧电极钝化和对苯醌的过度氧化反应, 进而降低对苯二酚产率[36-41]. 另一方面使用传统的酮类萃取剂(如甲基异丁基酮)分离对苯二酚, 电解液循环使用过程中会积累萃取剂, 进而导致对苯二酚的产率逐渐降低[30]. 因此电解液需进一步处理以去除积累的萃取剂, 这增加了工艺复杂性和生产成本, 从而限制了该方法的工业化应用.
为解决上述问题, 本研究提出了一种循环萃取耦合电解的新型策略(Scheme 1), 实现了电解液的可循环使用和对苯二酚的高效富集. 与传统成对电合成法合成对苯二酚[30]相比, 一方面, 该策略采用了氯苯萃取分离阳极液中的对苯醌, 基于氯苯的低水溶性, 水相中残留的微量氯苯对苯酚电氧化反应的影响较小, 这一特性使得阳极液能够高效循环使用. 另一方面, 该策略创新性地构建了阳极液与阴极液独立循环体系, 循环使用阴极液可实现产物对苯二酚的高效富集. 此外, 通过简易的冷却结晶工艺可直接分离电解液中的对苯二酚, 从而提升整体的经济性与环境友好性. 综上所述, 该循环萃取耦合电解策略在电解液的可循环性、产品浓度提升及产品纯度方面均优于传统电化学方法, 为实现对苯二酚的绿色、高效生产提供了新的技术路径和理论支撑.

1 结果与讨论
1.1 萃取剂的筛选
在本研究中, 苯酚在阳极被氧化为对苯醌, 基于对苯醌微溶于水而易溶于非极性溶剂的特性, 选取了甲苯、氯苯、三氯甲烷和乙酸乙酯四种工业常用萃取剂进行筛选. 在萃取剂筛选过程中, 将2.3 mmol对苯醌溶解于60 mL硫酸溶液中, 硫酸溶液浓度为1 mol/L, 随后加入30 mL萃取剂, 在30 ℃条件下进行恒温萃取, 萃取结束后测量水相中对苯醌含量, 并计算萃取效率, 结果如图1所示.
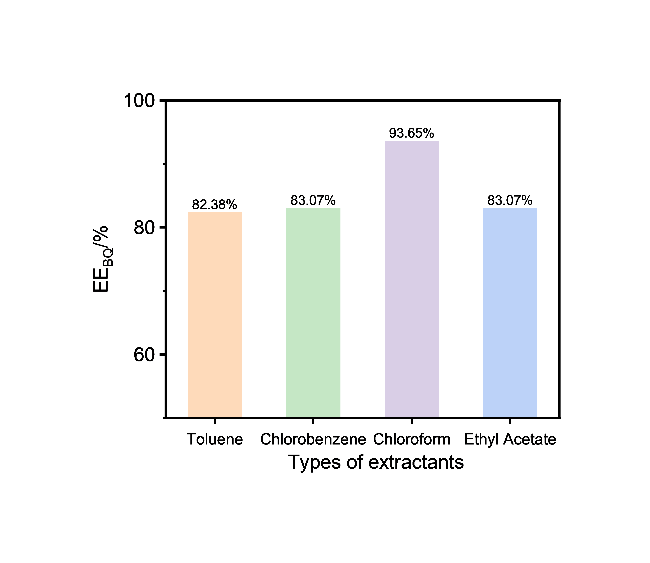
由图1可知, 三氯甲烷表现出最优异的萃取性能, 对苯醌萃取效率达到93.65%, 氯苯、甲苯和乙酸乙酯的萃取效率相近, 均为82%左右. 三氯甲烷的萃取性能优异, 但三氯甲烷在常温下挥发度较高, 在对苯醌电解还原实验中发现, 三氯甲烷会有30%左右的挥发损耗. 乙酸乙酯水溶性较高, 约为80 g/L, 萃取结束后溶解在阳极液中的乙酸乙酯可能会影响阳极液的循环使用. 在甲苯和氯苯的比较中, 两者的萃取效率相近, 分别为82.38%和83.07%, 但氯苯因其较高的沸点而更具优势. 综合考虑萃取效率、溶剂稳定性、安全性以及工业化应用的可行性, 选择氯苯作为对苯醌萃取剂.
1.2 氯苯用量对萃取效率的影响
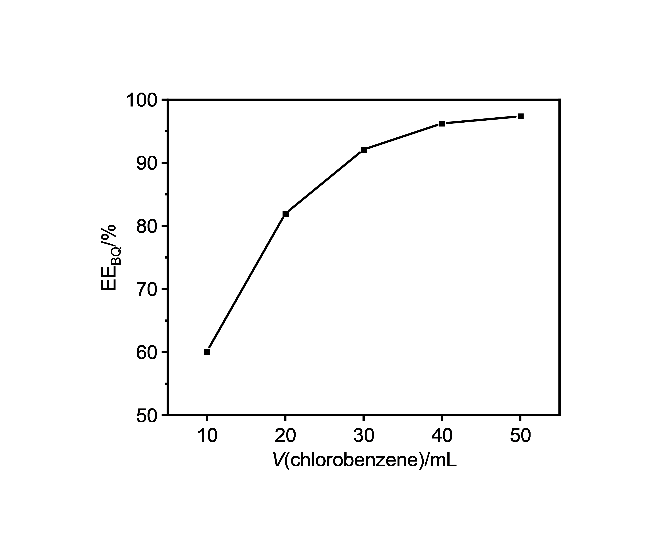
在液液萃取过程中, 萃取剂用量是影响目标化合物萃取效率的关键因素之一. 将2.3 mmol对苯醌溶解于60 mL硫酸溶液中, 硫酸溶液浓度为1 mol/L, 采用多级萃取方式进行萃取实验, 每级萃取加入10 mL氯苯, 在30 ℃条件下进行恒温萃取, 通过改变萃取次数来调节氯苯的总用量, 考察氯苯用量对对苯醌萃取效率的影响.
由图2可知, 氯苯用量由10 mL增加至30 mL, 对苯醌萃取效率由60.12%显著增加至92.11%, 表明增加氯苯的用量有利于提高对苯醌的萃取效率. 继续增加氯苯用量至50 mL, 对苯醌萃取效率增加至97.37%, 萃取效率增幅为5.26%. 鉴于氯苯本身不具备导电性, 需在阴极室中加入适量的硫酸溶液以维持体系的整体导电性, 综合考虑萃取效率与电解性能, 后续实验确定氯苯的用量为30 mL.
1.3 苯酚电解合成对苯二酚
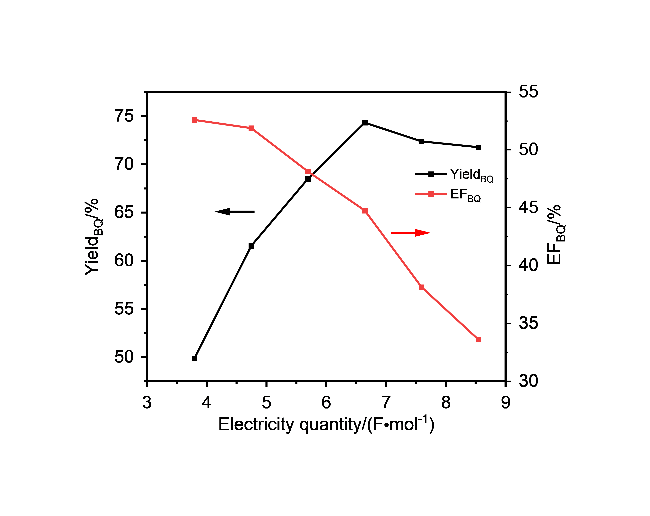
本研究中阳极目标反应为苯酚电氧化合成对苯醌, 阴极目标为对苯醌还原合成对苯二酚, 其中阳极室中还会发生对苯醌的过度氧化反应和析氧反应等副反应. 基于本课题组已有的研究成果, 为得到较优的对苯醌产率, 研究了通电量对苯醌产率和电流效率的影响. 以70 mL双室电解槽作为电解装置, Pb电极作为阳极和阴极, 向阳极室加入3.9 mmol苯酚和70 mL硫酸溶液, 硫酸溶液浓度为1 mol/L, 电流密度为20 mA/cm2, 温度为30 ℃, 实验在不同通电量条件下取样并检测对苯醌的含量.
由图3可知, 通电量由3.8 F/mol增至6.6 F/mol过程中, 对苯醌产率呈现上升趋势, 通电量为6.6 F/mol时, 对苯醌产率达到最大值为74.33%, 通电量超过6.6 F/mol后对苯醌产率出现下降. 这可能是因为在初始阶段, 通电量的增加使得苯酚持续氧化生成对苯醌, 当通电量超过6.6 F/mol后, 对苯醌生成速率低于其开环分解速率, 使得对苯醌产率发生下降. 对苯醌电流效率随通电量的增加逐渐下降, 这是因为随着反应进行苯酚浓度逐渐降低, 对苯醌生成速率减缓, 且生成的对苯醌部分会被进一步氧化, 造成电流效率的持续降低. 因此, 选择6.6 F/mol作为较优的通电量.
相比于阳极室中众多的副反应, 阴极室中副反应仅为析氢反应, 且对苯醌还原反应基本没有其他副产物. 在较优阳极电解实验条件下, 考察了通电量对对苯醌电解还原合成对苯二酚的影响. 以70 mL双室电解槽作为电解装置, Pb电极作为阳极和阴极, 向阴极室中加入5.6 mmol对苯醌和30 mL氯苯, 随后向阴极室加入40 mL硫酸溶液, 硫酸溶液浓度为1 mol/L, 电流密度为20 mA/cm2, 温度为30 ℃, 实验在不同通电量条件下取样并检测阴极液水相中对苯二酚的含量, 实验结果见表1.
表1 通电量对对苯二酚产率和电流效率的影响Table 1 Effect of electrical charge on the yield and current efficiency of hydroquinone |
| Electricity quantity/(F•mol-1) | YieldHQb/% | EFHQc/% |
|---|---|---|
| 3.0 | 93.67 | 61.95 |
| 3.8 | 96.76 | 52.36 |
| 4.5 | 96.63 | 44.24 |
a Reaction conditions: BQ (5.6 mmol), anode sulfuric acid solution (70 mL), cathode sulfuric acid solution (40 mL), chlorobenzene (30 mL), 20 mA/cm2, 30 ℃. b HPLC yields of HQ. c The current efficiency of HQ. |
由表1可知, 通电量由3.0 F/mol增加至3.8 F/mol, 对苯二酚的产率由93.67%增加至96.76%, 这是因为通电量的增加, 更多的对苯醌被还原为对苯二酚, 进而提高了对苯二酚的产率. 继续增加通电量至4.5 F/mol, 对苯二酚的产率基本保持不变, 这可能是反应后期少量的对苯醌保留在氯苯中, 难以参与电化学反应所致. 通电量由3.0 F/mol增加至4.5 F/mol, 电流效率由61.95%降低至44.24%, 这是因为继续增加通电量, 对苯醌的浓度逐渐降低, 导致对苯醌还原反应的速率下降, 而析氢副反应的速率增加, 进而降低了电流效率.
由上述实验可知, 在较优的阳极电解条件下, 对苯醌在氯苯/硫酸溶液双相体系中可以被高效还原为对苯二酚.
因此, 采用苯酚电氧化-萃取-电还原的工艺路线合成对苯二酚, 萃取过程中氯苯用量为30 mL, 萃取次数为3次, 实验结果表明对苯二酚的总产率达到68.03%.
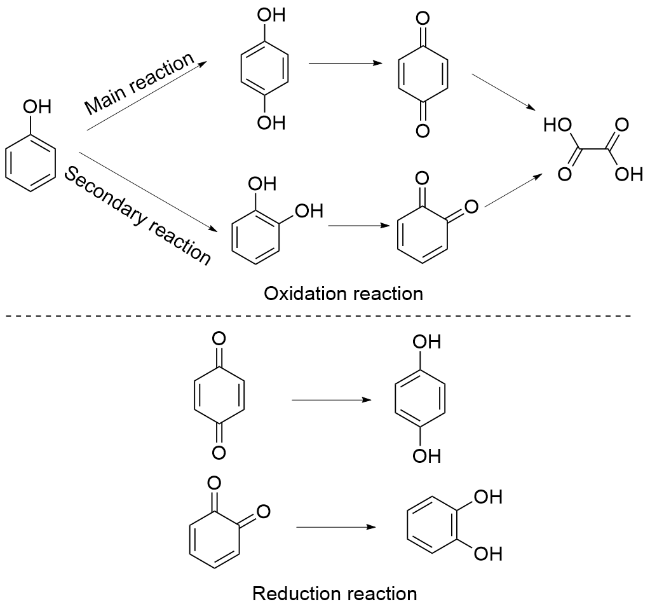
此外, 对通电量为6.6 F/mol的阳极液和阴极液水相进行了高效液相色谱仪和气相色谱-质谱联用仪分析, 阳极液中检测出少量草酸、邻苯二酚副产物, 阴极液水相中检测出微量的邻苯二酚副产物. 因此推测苯酚电合成对苯二酚的具体反应路径如Scheme 2所示, 苯酚首先在阳极被氧化为对苯二酚和邻苯二酚, 其中生成对苯二酚为主要反应, 对苯二酚和邻苯二酚会进一步氧化生成相应对苯醌和邻苯醌, 其中部分醌类化合物会经历开环反应, 降解为草酸等小分子有机物. 在电还原反应过程中, 萃取至氯苯中的少量邻苯醌会被还原为邻苯二酚, 对苯醌则被还原为对苯二酚.
1.4 阳极液的循环使用
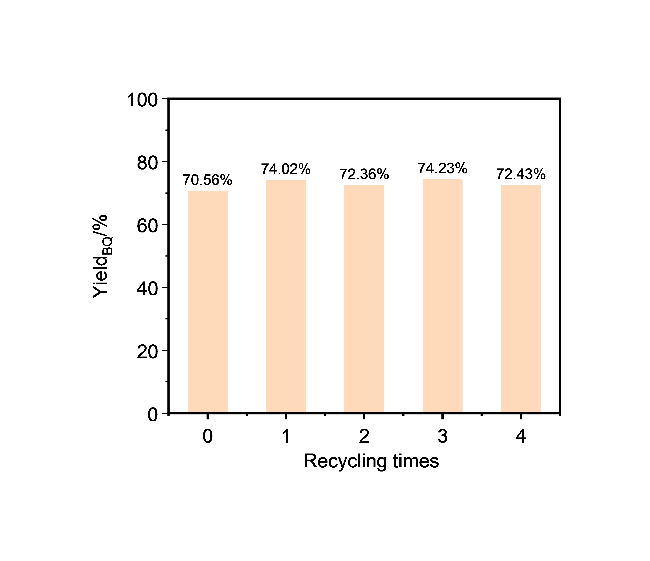
有机电合成中, 电解液的循环使用可降低生产成本和减少环保压力. 以筛选得到的氯苯作为对苯醌萃取剂, 研究了萃取分离对苯醌后阳极液的可循环使用性. 考虑到对苯醌在硫酸溶液中会发生自分解反应且电解液循环使用实验总时间较长, 氯苯用量为60 mL, 萃取次数为6次, 此时阳极液中已基本没有对苯醌. 以70 mL电解槽作为实验装置, 阳极液循环使用实验过程苯酚投入量均为3.9 mmol, 硫酸浓度为1 mol/L, 电流密度为20 mA/cm2, 温度为30 ℃, 通电量为6.6 F/mol.
由图4可知, 阳极液循环使用5次, 苯酚电氧化合成对苯醌的收率基本都保持在73%左右, 这说明使用氯苯萃取分离阳极液中的对苯醌后, 阳极液可以重复用于苯酚电氧化合成对苯醌. 这可能归因于氯苯在水中溶解度较低, 萃取结束后溶解在水相中的少量氯苯基本不会影响苯酚的氧化反应. 此外, 氯苯可以萃取分离阳极液中其他的副产物, 进一步保证了电解液的可循环使用性.
1.5 阴极液的循环使用及对苯二酚的富集
提高电解液中产物浓度对有机电合成的经济性、绿色性及工业化进程等方面具有重要意义. 在经济性方面, 高浓度产物可以直接降低分离能耗并简化分离纯化流程, 此外还可以减少污染物排放, 并为大规模应用奠定基础. 在对苯二酚的工业生产中, 结晶法广泛应用于对苯二酚的分离, 其优点是操作简单且分离得到的对苯二酚纯度较高, 此外, 使用结晶法分离电解液中的对苯二酚不会向电解液中引入新的杂质, 有利于电解液的循环使用. 然而在传统电化学法合成对苯二酚的工艺中, 对苯二酚的低浓度制约了结晶法在该工艺中的应用.
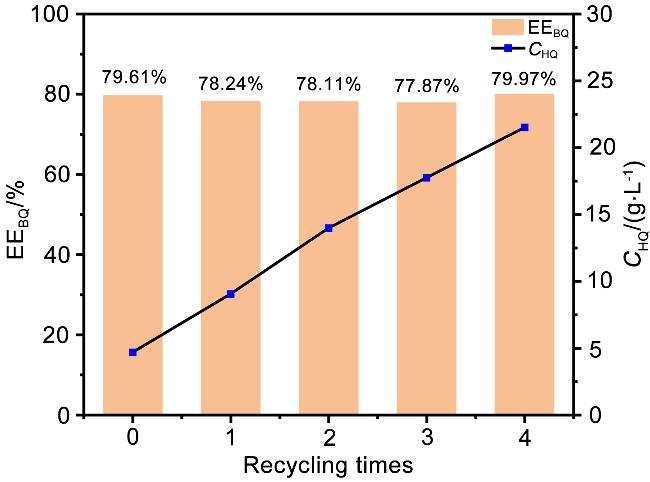
因此, 采用苯酚电氧化-萃取-电还原的工艺路线合成对苯二酚, 并通过循环使用阴极液来富集对苯二酚, 考察了氯苯可循环使用性及对苯二酚在阴极液水相中的富集情况. 以70 mL双室电解槽为实验装置, 实验过程中氯苯作为对苯醌萃取剂循环使用, 阴极液水相循环使用用以富集对苯二酚, 苯酚投入量均为3.9 mmol, 硫酸浓度为1 mol/L, 电流密度为20 mA/cm2, 温度为30 ℃, 通电量为6.6 F/mol, 氯苯用量为30 mL, 萃取次数为1次.
由图5可知, 阴极液中的氯苯作为对苯醌萃取剂循环使用4次, 氯苯对对苯醌的萃取效率始终保持在79%左右, 说明氯苯拥有较好的可循环使用性. 此外, 阴极液水相循环使用4次, 水相中对苯二酚的浓度提高了4.6倍, 由4.68 g/L提升至21.51 g/L, 这说明循环使用阴极液水相可以使对苯二酚富集, 进而达到提高对苯二酚浓度的目的. 这归因于对苯醌还原得到的对苯二酚主要溶解在硫酸溶液中, 且得到的对苯二酚在铅电极上不会发生进一步还原.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1.6 产物的分离
产物对苯二酚溶解在阴极液的水相中, 为提高水相中对苯二酚的浓度, 采用苯酚电氧化-萃取-电还原的工艺路线合成对苯二酚, 将阴极液水相循环使用8次, 此时测得水相中对苯二酚浓度为40.73 g/L. 将阴极液水相冷却至5 ℃, 经过滤、干燥得到对苯二酚粗产品, 经计算对苯二酚的分离率为24.55%, 得到的对苯二酚粗产品纯度为98.30%.
2 结论
综上所述, 本文提出了一种循环萃取耦合电解策略绿色合成高浓度对苯二酚的方法. 实验结果证明, 氯苯可以有效分离阳极液中对苯醌, 且适用于后续的对苯醌两相还原反应, 由苯酚制得对苯二酚总产率达68.03%. 阳极液循环使用5次后对苯醌产率仍保持73%, 阴极液循环使用4次后, 氯苯保持了稳定的对苯醌萃取能力, 水相中对苯二酚浓度提升了4.6倍, 由4.68 g/L提升至21.51 g/L, 经冷却结晶得到的对苯二酚粗产品纯度为98.30%. 相比于其他电化学法合成对苯二酚, 该方法保证了阴、阳极液的可循环使用性, 并制得了高浓度对苯二酚. 此外, 该方法还具有反应条件温和、操作简单等优点.
3 实验部分
3.1 仪器与试剂
本实验采用碘量法定量分析对苯醌. 采用高效液相色谱仪(HPLC)定量分析对苯二酚, 其中色谱柱型号为Agilent ZORBAX C18, 紫外-可见分光光度计位于290.4 nm, 流动相为甲醇和去离子水(体积比为40∶60), 恒定流速为1 mL/min. 苯酚、对苯醌、对苯二酚从上海麦克林有限公司购入, H2SO4、Na2S2O3、NaCO3、K2Cr2O7、KI与可溶性淀粉从上海国药集团有限公司购入, 氯苯从上海易恩化学技术有限公司购入, Pb板购自河北博睿金属制品有限公司.
3.2 电解合成实验步骤
以70 mL双室电解槽作为实验装置, 阳极与阴极均采用有效面积为15 cm2的铅电极, 阳极室与阴极室之间通过质子交换膜(N117)进行隔离. 向阳极室中加入70 mL硫酸溶液与3.9 mmol苯酚, 阴极室中加入30 mL氯苯和5.6 mmol对苯醌, 随后加入40 mL硫酸溶液, 硫酸溶液浓度均为1 mol/L. 电解在30 ℃恒温条件下进行, 电流密度为20 mA/cm2. 反应结束后, 分别对阳极液中对苯醌含量及阴极液水相中对苯二酚含量进行取样分析.
3.3 萃取实验步骤
以150 mL恒温夹套烧杯作为实验装置, 将2.3 mmol对苯醌溶解于60 mL硫酸溶液中, 硫酸溶液浓度为1 mol/L, 随后加入30 mL萃取剂, 在30 ℃条件下进行恒温萃取. 萃取过程结束后, 静置分层, 对水相进行取样分析, 测量其中残余对苯醌的含量.
辅助材料(Supporting Information) 苯酚、对苯醌、对苯二酚、邻苯二酚标准品以及文中实验对苯二酚的高效液相色谱图数据, 实验装置示意图. 这些材料可以免费从本刊网站(http://sioc-journal.cn/)上下载.
(Cheng, F.)